 客服熱線:15083844965
客服熱線:15083844965- 我的進(jìn)貨單0
- 平臺首頁|
 手機版|
手機版| 二維碼|
二維碼|- 客服中心|
- VIP服務(wù) |
- 網(wǎng)站地圖 |
-
移動端

H5移動端
手機訪問更快捷

微信公眾號
手機簽到贏積分

微信小程序
玩轉(zhuǎn)移動新營銷
客服熱線:15083844965
H5移動端
手機訪問更快捷
微信公眾號
手機簽到贏積分
微信小程序
玩轉(zhuǎn)移動新營銷




¥62.00/支
¥105.00/支

¥320.00/片
| 品牌 : | 東巨 | 型號 : | T型 |
| 材質(zhì) : | 金剛石 | 形狀 : | 圓頭磨頭 |
| 粒度 : | 280 | 外徑 : | 50 |
| 柄徑 : | 6 | 長度 : | 45 |
| 適用范圍 : | 玉石瑪瑙打磨拋光 | 加工定制 : | 是 |
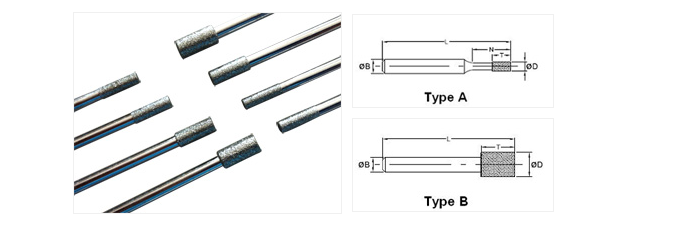
附錄:如何選擇合適的金剛石/CBN磨頭尺寸?
1,內(nèi)圓磨棒直徑不宜太大或太小
磨內(nèi)孔時,若砂輪直徑太大,則砂輪與工件的接觸弧隨之增大,使磨削熱增加,冷卻和排削困難。若砂輪直徑太小,難以達(dá)到 理想的磨削速度(30m/s~50m/s),使磨削厚度增加,磨粒所受的符合增大,容易磨鈍,使內(nèi)孔表面粗糙度增大,生產(chǎn)效率降 低。
為了獲得良好的磨削效果,砂輪直徑與內(nèi)孔直徑應(yīng)保持適當(dāng)?shù)谋戎担吮戎低ǔT?.5~0.9之間。當(dāng)孔徑較小時,只要問題是砂輪圓周速度低,此時應(yīng)取大比值;當(dāng)孔距較小時,主要問題是冷卻和排屑困難,此時應(yīng)去較小的比值。內(nèi)圓砂輪直徑選擇可參考下表。
| 被磨孔的直徑/mm | 砂輪直徑/mm | 被磨孔的直徑/mm | 砂輪直徑/mm |
| 12~17 | 10 | 45~55 | 40 |
| 17~22 | 15 | 55~70 | 50 |
| 22~27 | 20 | 70~80 | 65 |
| 27~32 | 25 | 80~100 | 75 |
| 32~45 | 30 |
2,內(nèi)圓磨棒工作寬度不宜太寬或太窄
內(nèi)圓磨削時,如果砂輪寬度太窄,砂輪容易磨損,不利于提高生產(chǎn)效率和降低表面粗糙度;如果砂輪太寬,則磨削力增大,易引起砂輪接長軸彎曲變形。因此磨內(nèi)孔時,應(yīng)選擇合適的砂輪寬度。在接長軸剛性和機床功率允許的范圍內(nèi),砂輪寬度可以按工件還長度選擇,見下表。
| 磨削長度/mm | 砂輪寬度/mm | 磨削長度/mm | 砂輪寬度/mm |
| 14 | 10 | 45 | 32 |
| 30 | 25 | 50以上 | 40 |

| 公司名 | 東莞市虎門東巨磨具經(jīng)營部 | 經(jīng)營模式 | |
|---|---|---|---|
| 注冊資本 | 100000萬人民幣 | 公司注冊時間 | 2019 |
| 公司所在地 | 北京 | 企業(yè)類型 | 企業(yè)單位 () |
| 保 證 金 | 已繳納 0.00 元 | ||
| 主營行業(yè) | 機電五金 , | ||
| 主營產(chǎn)品或服務(wù) | 電鍍砂輪,電鍍磨棒,樹脂砂輪,金屬砂輪,金剛石磨棒,CBN磨頭,鉆石切割片,砂輪修整工具 | ||


 技術(shù)支持:八方建材網(wǎng)
技術(shù)支持:八方建材網(wǎng)
























理&title=(先生)&tel=13332612953&work=0769 - 81558773&email=&org=東莞市虎門東巨磨具經(jīng)營部&adr=虎門聯(lián)隊新村十二巷8號&url=http://www.rsgx.net.cn/index.php?homepage=dongju2014)
